Making triple round rolled steel drums from hot rolled steel sheets
Making triple round rolled steel drums from hot rolled steel sheets
Zhangbao, Grain Machinery Factory, Donghai County, Jiangsu Province
The quality of the 200-liter steel drum is mainly reflected in the sealing effect of its crimping. At present, the triple round crimping process is widely used in China's steel drum industry with its unparalleled advantages to replace the backward double rectangular crimping process. The production of triple-rolled steel drums puts higher requirements on the various processes of the production line. Therefore, it is not easy for small and medium-sized steel drum factories to smoothly produce triple-rolled steel drums that meet the standard requirements. thing. At present, most of the plates used in the production of triple-rolled steel drums are high-quality cold-rolled steel sheets. In view of the current structure and price of steel products in China, the use of cold-rolled sheets is still a "high consumption" for many small and medium-sized enterprises. Therefore, if the triple-rolled steel drum that meets the requirements of the product standard can be produced by using the low-priced hot-rolled carbon structural steel sheet, it is of great help to improve the product quality and economic benefit of the small and medium-sized enterprises.
According to GB3276, the "200 liter steel drum hot-rolled carbon structural steel sheet steel" has a length tolerance of +10~15mm, a width tolerance of +6~lOmm, a thickness of 1.25±0.11mm, and an unevenness of less than 10~15mm/m. . Under the premise of satisfying the minimum size of 930×1800 and 660×1970mm, the steel plate has a file bending and a skew. Its plasticity index and surface quality are even worse than those of cold rolled sheets. Therefore, the use of hot-rolled sheets for triple-rolled steel drums encounters various problems. When these problems are concentrated in the molding process, it is difficult to make the curling. Here are a few of the main processes that affect the quality of the crimping. Let's talk about several issues that should be noted when making a 200-litre triple-rolled steel drum with hot-rolled sheets.
First, cut
Regardless of the cold or hot rolled steel sheet, the quality of the shearing process is critical to the quality impact of the entire product. Each steel drum factory has its own set of processes or methods to ensure shear quality. Relatively speaking, the length and width tolerances are easy to guarantee, while the diagonal tolerances are not easy to control. It should also be pointed out that many small and medium-sized factories have no leveling process before the shearing process. The shearing steel plate is cut by a shearing machine with a single shearing machine. If the other three sides are cut off on the basis of one side, the size may be out of tolerance due to the 镰JJ bend and the inclination of the steel plate. If you cut off the four sides, you can cut out a long side as the reference and then cut the other three sides to improve the cutting quality. Of course, the labor intensity should be increased. However, the length error can be controlled to ±0.8mm, the width error can be controlled to ±0.5mm, and the diagonal error can be controlled within ±2.0mm. It is feasible to use a hot-rolled sheet of such dimensional accuracy for triple crimping, but it is necessary to frequently detect the wear and displacement of each positioning reference. The alloy JJ block can be welded to the positioning reference to reduce errors due to wear. At the same time, it must be emphasized that the cut edge burrs must be less than 0.2mm. As described above, since the hardness and thickness of the hot rolled sheet are uneven, the unevenness is large, and the surface quality is poor, the edge of the shearing machine is very worn. It is necessary to adjust the gap of the knife edge frequently and repair the cutting edge. Otherwise, once a large burr occurs, a large resistance to the curling deformation force is generated in the forming process, so that the crimping roller cannot smoothly round and compact, and the service life of the crimping roller is also greatly shortened. .
Second, flanging
Whether it can produce a true triple hemming, the quality of the flanging plays a decisive role. Since the two end flaps of the old-fashioned rolling cuffing machine are fixed, in order to make the barrel body enter the working position, the distance between the two baffles is generally about 2 mm longer than the barrel body, so that the sides of the barrel body are edged. A large error has occurred. During the burring process, the barrel is not fixed, which will further increase the error. As a result, the flanges at both ends of the barrel can differ by 1-3 mm. In order to ensure the consistency of the flanges at both ends of the barrel, the fixing form of the baffles at both ends of the flanger and the cross-sectional shape of the burring wheel can be changed. If the two ends of the baffle are fixed to one end and the one end is active, the barrel can be smoothly entered into the station when the movable end exits. When the movable end is advanced, the gap between the barrel and the two baffles can be eliminated. This improvement can be achieved by driving the baffle carriage through the cylinder. After changing the cross-sectional shape of the burring wheel, the barrel body can be relatively stable in the turning of the burring, and there is no swaying phenomenon.
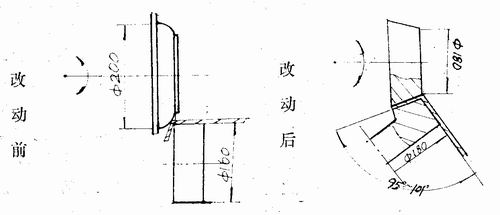
Figure 1 Change of the flanging wheel
The edge angle and length of the agent also have an effect on the smooth production of the triple crimp. Due to the large roundness error of the hot rolled plate barrel, it is sometimes difficult for the archway to push the lid into the barrel during the forming process. If the flange angle is too small, it is more difficult, and the barrel lid has a tendency to creep in the barrel during molding. The effect of the length of the flanging on the curling is very straightforward and will not be repeated here. It has been proved by our factory that the hot-rolled plate has a flange angle of 79°-85° and a length of 17mm. If the angle of the flange is large and the flange is long, it is inevitable when the hot rolled sheet is turned over. Wrinkle. It is possible to appropriately increase the rotation speed of the burring wheel, and by eliminating the shape of the control cam and lengthening the squeezing pressing time, it is eliminated. After changing, the shape of the control cam is as shown in Fig. 2.
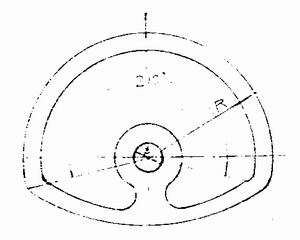
Figure 2 Control cam changed from 170° to 210°
Third, molding
In addition to the above, the effect on the hemming forming effect is mainly from the molding machine itself. Most of the molding machines used in small and medium-sized barrel factories are horizontal small molding machines. The machine has low strength and poor precision. It can also be used when doing double hemming, and it is not rigid when doing triple curling. The transformation of this type of molding machine can be carried out through two ideas: one is to improve the accuracy, and the other is to increase the rigidity. Old-fashioned molding machines are used for a long time, and the coaxiality of the two arches will be seriously out of tolerance and need to be recalibrated. If the coaxiality of the two can be controlled within 0.15mm, the effect will be quite good when working. The coaxiality correction can be performed by the method shown in FIG. The fixed after calibration should be firm and reliable.
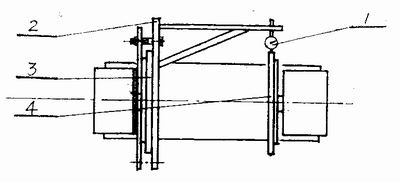
Figure 3 Coaxiality correction method
1- dial gauge; 2-table; 3-power arch; 4-recession arch
The rigidity of the molding machine is poor, which is mainly manifested in the fact that the feed carriage is shaken severely when the pressure roller is working. If the reasons are as follows, they can be treated separately and eliminated.
1. The transmission nut in the carriage is too large, the fastening bolt is too thin, and there is no fixed pin.
2. The platen is too thin and the plug iron is severely worn.
3. The screw is too thin and not stiff enough.
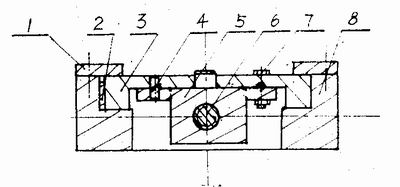
Figure 4 Schematic diagram of the pressure roller feed carriage
1-press plate; 2-plug iron; 3-tow plate; 4-fixed pin; 5-pass nut; 6-screw; 7-fastening bolt; 8--fixed seat
On an old-fashioned molding machine, it is not possible to complete the triple crimping at one time, and it is generally necessary to pre-roll the lid. Preroll shape and size are very important. For hot rolled sheets, the pre-rolled arc can be slightly enlarged. (Figure 5)
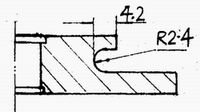
Figure 5
In addition, it should be mentioned that the seam welders used in small and medium-sized barrel mills are mostly semi-automatic welders. After the edging is welded - the thickness is always greater than the barrel. In the case where the production line is fixed and it is inconvenient to install the trimming machine, the edging on the flange can be manually ground by a small angle grinder before the forming process. Its quality and efficiency can meet the needs of small and medium-sized factories. Claim. The above is some immature views of using triple-rolled steel made of hot-rolled steel drums. I would like to ask the experts to teach.
The ergonomic chair can be used by both children and adults. The height can be adjusted to protect the spine and allow children to develop good sitting habits from an early age. The latex cushion and knitted fabric are very breathable, so that the child will not get tired when studying; A chair that can accompany your child`s growth. You can use this chair during the learning time of 3-18 years old. 
Study Chair,Study Chair Students,Height Adjustable Students Chair,Children Furniture Sets Chairs
Igrow Technology Co.,LTD , https://www.szigrowdesks.com