Main quality indicators and test methods for steel drum coatings (1)
Main quality indicators and test methods for steel drum coatings (1)
Shanghai Xugong Coating Technology Co., Ltd. Xu Guoxing
Today, with the rapid development of the economy, packaging, as the first image of people's goods, has received increasing attention. In a sense, the quality of packaging directly affects the vitality of goods.
A steel drum is a packaged product, and a steel drum coating is a package for such a packaged product. Therefore, steel drum coatings should be highly valued by us.
1. The steel barrel production factory establishes a paint inspection system to ensure the quality of the steel drum coating.
The production process of common coating products including steel drum coatings is relatively simple. Simply use a paint corner resin, plus pigments, fillers, auxiliaries and solvents for sanding or ball milling. Therefore, in today's rapid economic development, a large number of paint production plants have emerged. However, some paint manufacturers in pursuit of low cost, the procurement of raw materials for coatings, the quality is not guaranteed, coupled with their own technical strength is not strong, it is inevitable that there will be such quality problems.
Many steel drum production plants lack the expertise of coatings, and our steel drum industry does not yet have a special standard for steel drum coatings. Most steel drum mills use the paint directly on the steel drum, and there is no procedure for incoming inspection. In this way, it is difficult to ensure the coating quality of the steel drum.
Before the establishment of the paint entering factory inspection system, Shanghai Chemical Co., Ltd. had repeatedly encountered returns due to steel drum coating quality problems. In the first year after the factory established the coating inspection system, 56% of the coatings were found to have one or the other problems, and about a quarter of them did not meet the quality standards set by the coatings industry. They returned the paint to ensure the quality of the steel drum. Later, in the year of 1996, 27% of the paints tested by the factory were also problematic. Since the establishment of the paint inspection system, the steel drums of the factory have never been returned due to coating quality problems. It can be said that there is a quality problem in our West Arsenic coatings, and the coating inspection system of the steel drum factory guarantees the quality of the steel drum coating.
Second, the basic quality indicators and test methods of steel drum coating
Any commodity has its own particularity, and steel drum coating is no exception. Because steel drums containing different items need to undergo frequent transportation, collision, open-air stacking, sun and rain, and are placed in a variety of complex environments, steel drum coatings are first required to adapt to these conditions; secondly, requirements The steel drum coating cannot produce chemical reaction and physical reaction with the contents of the steel drum; in addition, it must adapt to the manufacturing process of the steel drum itself.
The quality indicators and inspection items of general coatings are about 20 items, and they are more complicated. According to the coating inspection experience of Shanghai Chemical Co., Ltd., combined with the national standards for coating inspection, it is recommended to use the following simple and practical inspection methods.
(a) paint
1. Visual inspection
The visual inspection is whether the coating is delaminated, the color is embossed, the surface is crusted, and the crust is serious. Further attention is paid to whether the precipitation is severe by stirring, whether the precipitate can be eliminated by stirring, whether there is agglomeration (freezing) or aggravation, and the like. If the coating is found to be severely delaminated, color-separated, or precipitated in the form of a hard mass (which cannot be eliminated by agitation), and agglomeration and agglomeration, the coating has a large quality problem. For varnish, you need to pay attention to the transparency and color depth. Transparency is an important technical indicator for varnishes. Because the varnish is free of pigments and fillers, if the transparency is not good, it contains more mechanical impurities or contains water, which is unfavorable for the quality of the film. Transparency can be tested with a photoelectric turbidimeter; the color can be tested with an iron-cobalt colorimeter or an iodine colorimeter. The data from the test can be compared to the standard of the varnish to determine if there is a quality problem. Since varnish is relatively less used on steel drums, it will not be described in detail here.
If the first few items are not serious, and the skin can be evenly integrated by stirring after being removed (to keep it even for several hours), the following inspection items can be entered.
2. Sampling of paint
Inspection of steel drum coatings, it is impossible to inspect the entire amount of paint, only to test the paint samples. Therefore, it is very important to have a representative sample of the paint.
Sampling of paint should pay attention to the following aspects:
1 Before sampling, clean the dust on the package before opening the cover.
2 Tools and utensils used for sampling should be cleaned in accordance with the principle of ease of use. According to the practice of Shanghai Chemical Co., Ltd., it is most convenient to use iron hanging spoon.
Each sample taken in 3 should be representative of the coating in each package. Therefore, the sample in the sampled package should be thoroughly stirred before sampling.
4 The number of paint samples taken should be sufficiently representative. In general, the number of samples is the square root of N/2 (N is the total number of pieces of paint).
5 sampling should be random.
6 The amount of paint sample taken should be sufficient to carry out all the specified inspection items, and there is sufficient remaining amount for the storage test and repeated tests for certain properties in the future. Store the sample in a grinding bottle and label it with the manufacturer, product name, lot number, date of manufacture, and date of sample.
3. Viscosity and solid content
Any coating, its viscosity and solid content have a major impact on the coating construction and coating quality. Whether we are manually painting or mechanical spraying, the coating should be adjusted to a certain viscosity to be applied. The main factors affecting the viscosity of the coating are the molecular weight of the synthetic resin in the coating, the additives and additives, the pigments, the solvent, the type and amount of the filler, and the temperature and storage time of the coating. Therefore, the viscosity and solid content of various coatings are different. In order to control the quality of the coating, the coatings industry has set certain standards for the viscosity and solid content of various coatings.
When we dump or stir, we can roughly estimate the viscosity of the paint by experience, but the solid content of the paint is not estimated. Therefore, some paint manufacturers who are eager to make a profit are using a thickener and other additives in the coating to achieve a certain viscosity. Thus, although the effective ingredients of the coating are not increased, the viscosity of the coating is in compliance with the standards set by the coatings industry. In the absence of the paint entering the factory inspection system in our steel drum factory, although the viscosity is similar to the previous one by feeling and experience, the solid content is much lower. During the construction, we will dilute according to the customary or specified application viscosity, then the quality of the coating can be imagined.
Steel drum coatings have the same requirements for viscosity and solid content as other coatings, and there are no high requirements. Of course, in the case of other quality indicators, these two indicators are higher than what we can't ask for.
(1) Viscosity
At present, the steel drum coatings we use are all synthetic resin coatings. For such coatings, the application viscosity of mechanical spraying, if air sprayed, is generally 20-25 seconds (coating-4 viscometer); airless paint can be slightly higher, generally 25-30 seconds (coating-4 viscosity) The hand-painting viscosity can vary according to the construction experience of each person. Generally, it is about 35 seconds (coating-4 viscosity meter).
Viscosity is a measure of the ability of liquid molecules to interact to block relative movement between molecules, ie, the resistance of liquid flow. This resistance. Also known as internal friction, it is usually calculated as the shear stress per unit area.
According to the measurement principle, an effluent type viscous side (capillary viscometer, a coating-cup viscometer, a 4-cup viscometer, etc.), a falling ball viscometer (a falling ball viscometer, a Herbarel viscometer, etc.), and a rotation can be used. The viscometer (rotary viscometer, coaxial cylindrical rotational viscometer, cone-shaped viscometer, etc.) was measured.
At present, an effluent viscometer is widely used to measure viscosity. The 涂-4 Viscometer (also known as 涂-4 cup) is the most widely used and convenient to use. It can be divided into desktop and portable. Its structure is shown in the figure. The upper part is cylindrical and the lower part is conical. There is a replaceable leak nozzle at the bottom of the cone. There is a groove in the upper part of the container for overflow of excess sample.
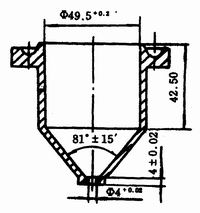
Figure 1 Basic dimensions of the coating-4 viscometer
Before each measurement, calibrate the level (bubble to center) and wash the funnel with solvent. After drying, inject the paint sample to the overflow edge, then use a glass ruler or glass rod to smooth the coating liquid surface along the edge. (To measure the standard viscosity, the paint temperature should be maintained at 25 ° C. If it is a general comparison test, At room temperature, the switch can be turned on very quickly, while the stopwatch is turned off until the first time it is dripped.
The Tu- 4 Viscometer was used to measure coatings with a viscosity of less than 150 seconds. Coatings with higher viscosities can be measured using a coating-1 viscometer or other viscometer. Generally, the viscosity of paints for steel drums is mostly less than 150 seconds, so it will not be introduced here.
(2) Solid content
The solid content of the coating is actually its non-volatile content, which is the percentage of the weight of the coating after heating at a certain temperature and the weight of the residue after drying. There are two methods of measurement: infrared lamp method and oven method.
1 Infrared lamp method: Weigh about 2 grams of sample (if nitro-lacquer or perchloroethylene lacquer should be weighed 5 grams), put it in a dry and clean white iron dish or petri dish, put the utensil in the weighed after weighing Adjust the temperature (about 105 °C) of the center of the light constantly stirring, drying until near dry. The vessel was then placed in a desiccator and cooled to room temperature for weighing, and then placed under an infrared lamp for 5 minutes to be taken out, cooled as above and weighed again. The above operation was repeated until the weight difference between the two weighings was not more than 0.01 g.
2 oven method: weigh about 2 grams of sample (nitrocellulose or vinyl chloride paint should be weighed 5 grams) placed in a dry clean white iron dish or petri dish, and then placed in a constant temperature oven at 105 ± 2 ° C Heat for 20 minutes, take out and put in a desiccator and cool to room temperature to weigh. The above heating, cooling, and weighing are repeated until the weight difference between the two weighings is not more than 0.01 g.
The latter method is generally considered to be relatively easy to operate and easy to grasp.
The solids content is calculated as follows:
X=(W-ω)/Gx100 %
Where W is the total weight of the sample and container after drying, gram;
ω - container weight, gram;
G - sample weight, gram
The calculation result should take the average of two parallel tests, and the relative error of the two tests is not more than 3%.
Baby Swing High Chair,Baby Chair Swing,High Chair For Babies,Baby Chair Booster
Zhejiang Lamon Technology Inc. , https://www.babychaires.com